

硅胶模具的制作方法:
制模:将调配好的材料,倒入待仿制的清洁的实物上即可。为了节省材料,制得较薄的模具,也可分次涂刷。为增加模具的拉力可糊纱布之类。在室温20度条件下2小时就能固化为弹性体,一天后就可使用。
硅橡胶模具制作注意事项:
1、B组份是催化剂,易受潮水解,故用后应将盖子盖严。
2、A、B组一经混合,化学反应;立即开始,粘度逐渐上升,无法中止,为避免浪费,应根据用量,随用随配,配好后应立即使用,不可延误。
3、A、B组的配合比,关系到化学反应的速度和模具的性能。B组份越多,反应越快,制品的强度和硬度越高,但韧度随之降低。因此,称量要求精确。
4、配制前,应将A组份料上下搅拌均匀,再称量。
5、浇注法适宜于浮雕类,涂刷法适用于立体类模具的制作。
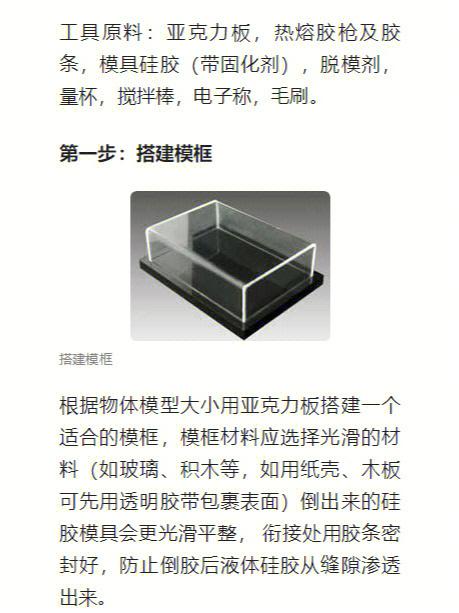
浇注浮雕类的模具应先制作长宽都大于原雕长宽各4-6CM的边框。
边框要平正,内面要光滑。
浇注时将边框放置在干净的玻璃板上,再将原件放在框中,每边留出2-3CM的间隙。
液态硅胶模具制作方法
分析液态硅胶注射成型工艺的注意,其重要内容包括材料的特性、成型过程的介绍等。
一、液态硅胶的特性:
液态硅胶是一种无毒、耐热、高复原性的柔性热固性材料,其流变行为主要表现为低黏度、快速固化、剪切变稀以及较高的热膨胀系数。
其产品表现为较好的热稳定性、抗寒性,优良的电绝缘性能,燃烧时不会产生有毒的物质等;因此在健康用品、汽车、硅胶奶瓶、医疗用品、潜水用品、硅胶厨具以及硅胶垫等的生产设计中成为不可替代的材料。
二、成型过程:
液态硅胶为双组分的液态材料,分为A组分和B组分,混合机的工作将A组分和B组分以精确的1:1比例充分混合。
又因部分制品为有色设计,所以配有颜色泵组及颜色计量部分。
A+B组分、添加剂、颜色等充分混合后进入塑化系统。
这种塑化螺杆同时具有均化、混合的功能,通过螺杆将混合料注射到热模具中,在模温170~200℃下,硅胶发生固化反应。
当使用冷流道系统时,值得注意的是流道要足够冷。
为了避免漏胶,针阀安装在模具部件的表面,射胶完毕时,针阀立即封闭射嘴。
三、喂料系统可选择以下几种形式:
1、双向泵:可上下移动送料,能够很好的保持压力,由于A、B泵之间相连,并同步由液压气动控制,因此这种形式的喂料系统比较可靠、精确。
2、单向泵是一种通用型,只能单项送料。
3、带有止逆阀的同步单项泵,计量筒系统主要与单项泵相配合使用。
四、液态硅橡胶注射成型机的关键部件:
由于液态硅胶的低黏度性,在加工过程中要考虑材料的回流和漏胶,因此对螺杆的密封是必须的;液态硅胶膨胀系数较高,加热时会发生膨胀,冷却时却有微小的收缩,因此部件不能在模具中保持精确的侧边距。
所以可以采用冷流道加工,液态硅胶应保持较低温度和流动性,冷流道采用闭合式系统,在注射循环中,闭合系统在每一个流道中都采用“封胶针”或“针形阀”来控制LSR材料的准确计量。
由于硅橡胶具有显著的受热膨胀特性,收缩率为2~4%(硫化温度为150℃),同时硅橡胶具有受压变形的特点。
五、模具的设计要注意以下几个方面:
1、为了避免湍流和喷射,使用小注胶口。
2、使用针状或翼状注胶口。
3、用T型导向栓代替柱形导向栓,脱模时采用射出气枪,加隔热层/板。
4、不要使用含阻聚剂的防锈剂/油,一般可用甲苯、二甲苯等。



")




还没有评论,来说两句吧...